|
|
|
|
|
|
A contrary impulse begat the "prybaby" series of bottle openers. A somewhat drunken member of the California Blacksmith Association informed Peter that there was only one correct way to make a bottle opener. Peter took it as a challange. Since that day each bottleopener he has made has been different than the last, and thus individually "incorrect". |
|
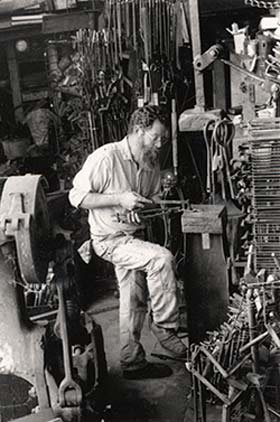
These pieces start with a strip of steel 3/4" wide and 1/4" thick. The metal is heated to yellow hot, then forged into rough shape with hammer and anvil. The next step involves cutting, incising, shaping, and texturing. Dozens of heats are often necessary because small work cools quickly. |

|
|
All this while standing on one foot. The last stage returns to the anvil for a final shaping. This is followed by filing and other finishing, quench hardening, wire brushing and polishing, tempering for toughness and color, and the last step--sealing the steel. |
A 100 pound home-made, foot-powered treadle hammer supplies the forging blows, leaving Peter two hands free to hold the work and the embossing tool. A selection of hundreds of specialized chasing tools, stamps, shaped chisels and punchs are used to incise the details. (Of course he makes most of them himself.) |

|
| next page |
home peter fels phoebe palmer contact us order
copyright
2000 all rights reserved